手机:13851001095(陈女士)
手机:13951556808(王总)
电话:0515-83753416
传真:0515-83756166
网址:www.healthfreefaq.com
税号:91320982772489635F
地址:江苏省盐城市大丰区西团镇大龙老工业园
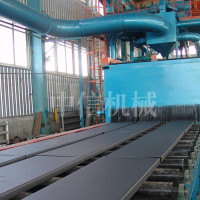
随着国内表面清洗要求的进一步提高,抛丸机的应用越来越广泛。抛丸清理机在使用过程中有哪些错误?
1、如果没有及时添加钢丸,抛丸机依靠抛丸机将钢丸高速抛射到工件表面进行清洗。钢丸是一种消耗品。随着抛丸机工作的逐步减少,分离循环无法完成,影响抛丸质量。
2、抛丸机的启动顺序错误,抛丸机的启动操作未按照说明书进行。打开抛丸机后,没有提供丸闸,导致抛丸机空转,没有丸料进入。
3、关机顺序错误,提前关闭抛丸器,导致丸子连续进入抛丸器,下次启动时容易烧毁电机。
4、抛丸机输送辊道速度过快或过慢,辊道输送速度可调,用户在使用过程中未按说明书速度调整,过快或过慢会影响抛丸质量。
5、先启动通风吸尘电机,检查运行情况,确认正常后再启动抛丸机。抛丸机启动前,不得打开供铁丸的控制阀。
6、定期检查钢材清洗质量,必要时可调整弹丸抛射角度和辊道输送速度。
7、随时观察钢材是否有跑偏,打滑要及时排除。
8、注意抛丸机运行中的振动和声音是否正常,轴承和电机的温升。如果通过抛丸清洗机出现异常,应停止检查,消除故障或更换叶片。

9、通过式抛丸机工作结束时,应先关闭丸管,停止进风;关闭抛丸器电机,Z后停止通风。
10、出现异常现象,立即停机,检查其原因并及时排除。
11、潮湿钢板严禁进入抛丸室进行抛丸处理。
12、未经学习本机操作及使用说明人员一律不允许操作本机。
13、当抛丸叶轮未停止旋转时,不允许打开端盖,打开端盖对应断电所有电门按钮。
14、每个工作班结束后,应清洗机器,检查易损件的使用情况,发现严重损坏时应更换。
15、各种铸件在清洗前应落砂,否则滚筒内积砂过多会影响分离效果,速零件磨损。
16、每年拆卸一次机器检查,拆卸并清洗所有零件,如有损坏,应更换一次。
17、更换分配轮程序:先卸下分离器与导入管连接的两个螺钉,然后用木锤轻轻打开导入管,松动后取下,再用套筒扳手取下固定螺母(左螺旋)取下分配轮。
18、更换定向套程序:先取下分配轮,然后取下固定压块的螺钉,用手取出。如果砂末弹丸堵塞,不容易直接取出,可以一起取出定向套压圈。在安装定向套时,应注意宽刻度与指线的正确位置,否则影响抛射方向。
服务热线
139-5155-6808